Solución de problemas de sellos mecánicos: identificación y prevención de fallos comunes

Los sellos mecánicos son componentes críticos de las bombas y otras máquinas rotativas. Son responsables de contener los fluidos y garantizar que los equipos funcionen de manera confiable. Ellos están diseñados para desgastarse gradualmente con el tiempo y eventualmente necesitarán ser reemplazados. Sin embargo, si un sello mecánico deja de sellar prematuramente, antes del mantenimiento programado o del final de su vida útil prevista, esto se considera un fracaso.
Estas fallas pueden provocar fugas de fluido, daños en el equipo y costosos tiempos de inactividad por mantenimiento o reparaciones. Vale la pena mencionar que muchas fallas en los sellos mecánicos en las plantas típicas se deben a problemas distintos del desgaste normal. Esto significa que la mayoría de las fallas prematuras de los sellos se pueden prevenir mediante las prácticas adecuadas.
Los expertos técnicos de Focas vulcanas han identificado cuatro razones principales por las que un sello mecánico dejará de funcionar:
- Funcionamiento en seco
- 1.1 Funcionamiento en seco | Parpadeo
- 1.2 Funcionamiento en seco | Agua pura o desionizada
- 1.3 Funcionamiento en seco | Contaminación por glicol
- 1.4 Funcionamiento en seco | Choque térmico de la cerámica
- Incompatibilidad de elastómeros
- 2.1 Incompatibilidad de elastómeros | EPDM con productos petrolíferos
- 2.2 Incompatibilidad de elastómeros | FKM/Viton con sustancias amoniacales
- 2.3 Incompatibilidad de elastómeros | FKM/Viton con sustancias de acetato y acrilato
- Incompatibilidad facial
- sobrecalentamiento
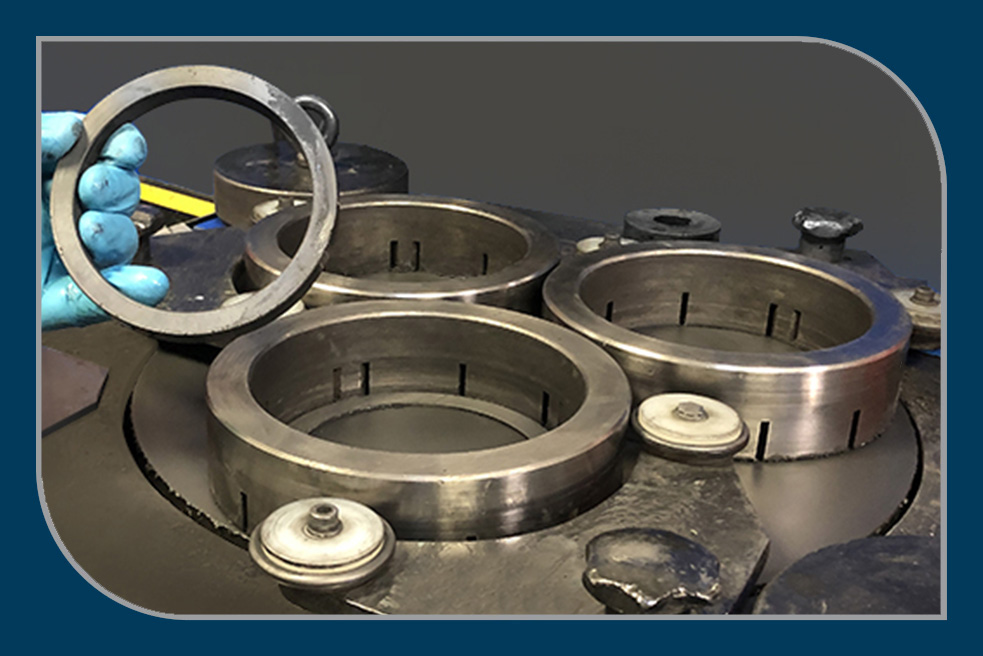
1. Funcionamiento en seco
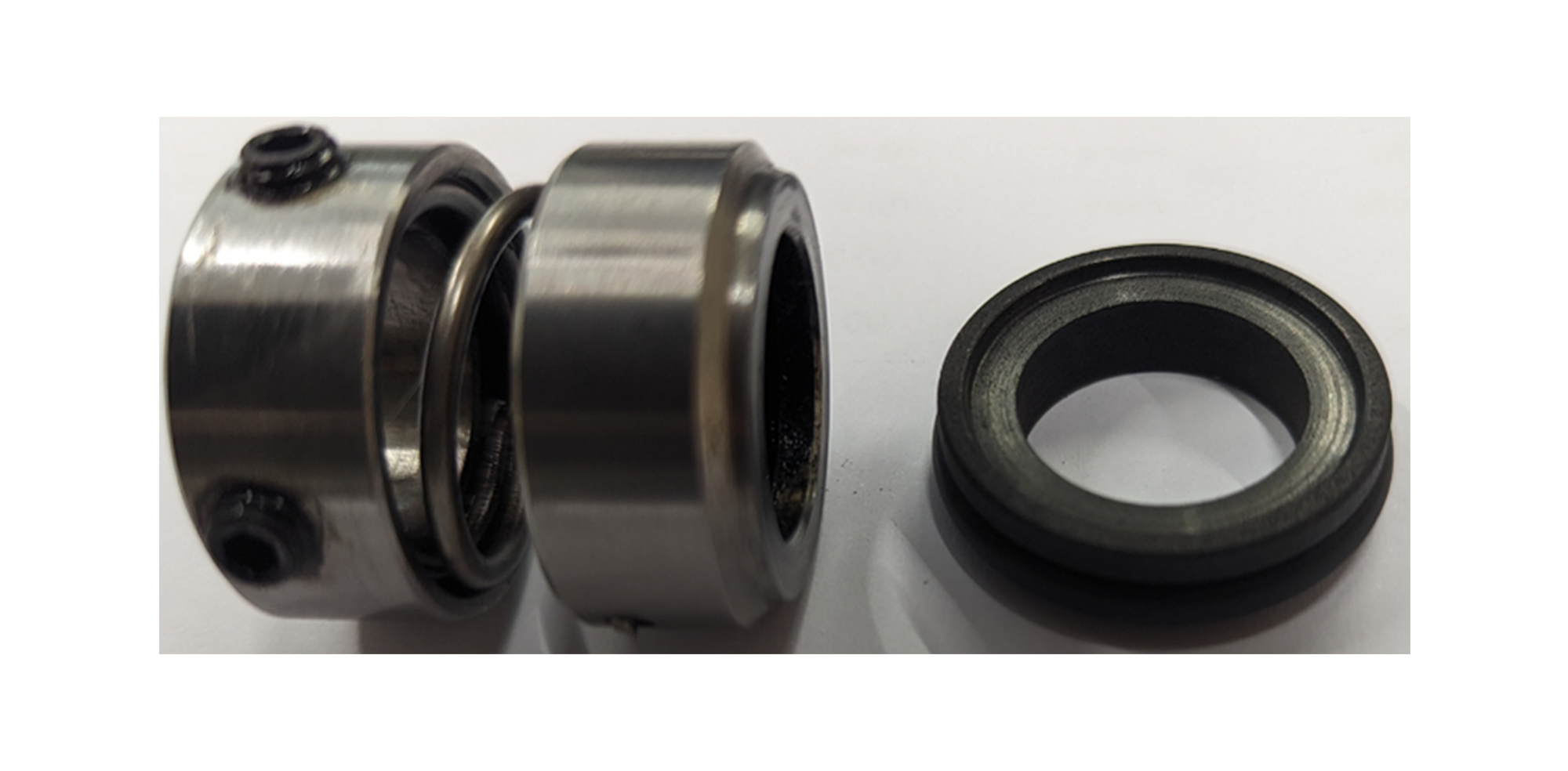
El funcionamiento en seco es cuando un sello mecánico funciona sin lubricación entre las caras principales. Las caras permanecen en contacto, lo que genera calor y desgaste y, finalmente, provoca fugas a medida que se pierde la superficie solapada.
¿Por qué ocurre?
• No hay líquido al arrancar (bomba/bolsas de aire sin imprimar).
• La sobrecompresión del sello evita que se forme la holgura.
• Pérdida de fluido durante la operación debido a la interrupción del flujo o la evaporación local de las superficies calientes.
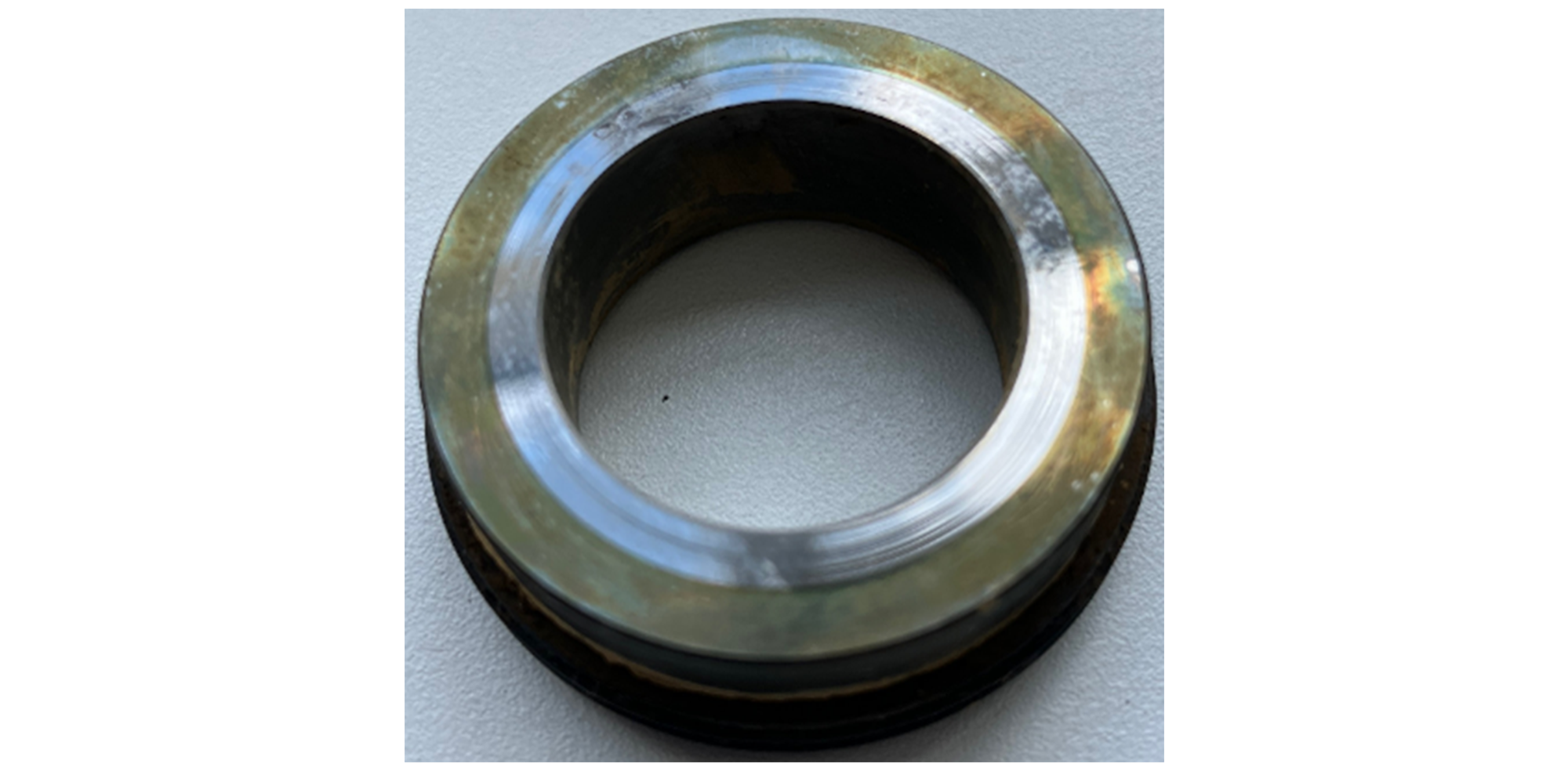
Tras un período de servicio normal, las caras muestran el desgaste esperado (consulte la imagen de referencia). Si tienen este aspecto después de una operación corta, significa que el sello ha estado funcionando en seco.

¿Cómo prevenirlo?
• Prepare completamente la bomba antes de ponerla en marcha (llena de líquido, sin bolsas de aire).
• Mantenga un flujo de entrada continuo y adecuado para mantener el equilibrio térmico y el espacio de sellado.
• Ajuste el sello a la longitud de trabajo correcta para la cámara de sellado; evite la sobrecompresión.
1.1 Funcionamiento en seco | Parpadeo
El «parpadeo» es la evaporación explosiva del medio en el espacio de sellado entre las caras del sello. Por lo general, la causa son los fluidos volátiles, pero también puede ocurrir cuando un fluido de presión arterial baja se suspende en un fluido de presión arterial alta, como el agua en el aceite. La evaporación repentina «hace vibrar» la foca con las caras juntas y crea cráteres con las que se enfrenta la foca.
1.2 Funcionamiento en seco | Agua pura o desionizada
El agua es un lubricante límite deficiente para las caras de los sellos mecánicos. Su pequeño tamaño de molécula, su alta tensión superficial, su volatilidad relativa y sus sólidas propiedades dieléctricas reducen la formación de películas y aumentan la fricción superficial.
¿Cuándo funciona mejor?
El agua que contiene sales inorgánicas disueltas (electrolitos) o aditivos deliberados ha mejorado la lubricidad. Por lo general, el agua limpia y potable contiene suficientes electrolitos disueltos de forma natural para mejorar el rendimiento del sellado.
Cuando funciona mal
• Agua ultrapura: al eliminar los electrolitos, la lubricidad disminuye, al igual que la conductividad eléctrica (≤ 0,20 μS/cm, según la pureza).
• Aditivos de glicol: el uso de etileno o propilenglicol como aditivo reduce el rendimiento en el servicio de agua pura.
Conductividad típica (indicador del contenido de electrolitos)
• Agua de lluvia: ~0.30 μS/cm.
• Agua de manantial/red: ~80 μS/cm o más.
• Agua ultrapura: ≤ 0,20 μS/cm.
El agua pura en sí misma no conduce la electricidad; la conductividad proviene de los electrolitos disueltos.
Riesgos del agua ultrapura
La baja lubricidad aumenta la tendencia a:
• Cavitación en las caras del sello.
• Parpadea hasta convertirse en vapor en superficies primarias calientes.
• Pérdida de la película de sellado → funcionamiento en seco intermitente, calor, desgaste y fugas.
Cómo mejorar la confiabilidad (servicio ≤ 0.20 μS/cm)
• Elija pares de caras autolubricantes de baja temperatura: carbono impregnado con antimonio (rotativo) frente a carburo de silicio (puro o unido por reacción).
Grados de Vulcan Seals: VCA1 frente a VSS1 o VSR1.
• Si se requiere carburo de tungsteno, utilice Vulcan VTN7, cuyo aglutinante resiste la corrosión electrolítica que se observa en los grados comunes de aglutinante de Ni/CO en aplicaciones de agua pura.
1.3 Funcionamiento en seco | Contaminación por glicol
Las mezclas con alto contenido de glicol (≈ 35% o más de etileno/propilenglicol) tienen un comportamiento deficiente en las caras del sello y pueden reducir la confiabilidad del sello.
¿Por qué disminuye la confiabilidad?
• El calentamiento facial local evapora el agua y aumenta la concentración local de glicol.
• El glicol concentrado comienza a polimerizarse.
• El polímero se deposita en las caras, lo que reduce la planitud y restringe el flujo de fluido.
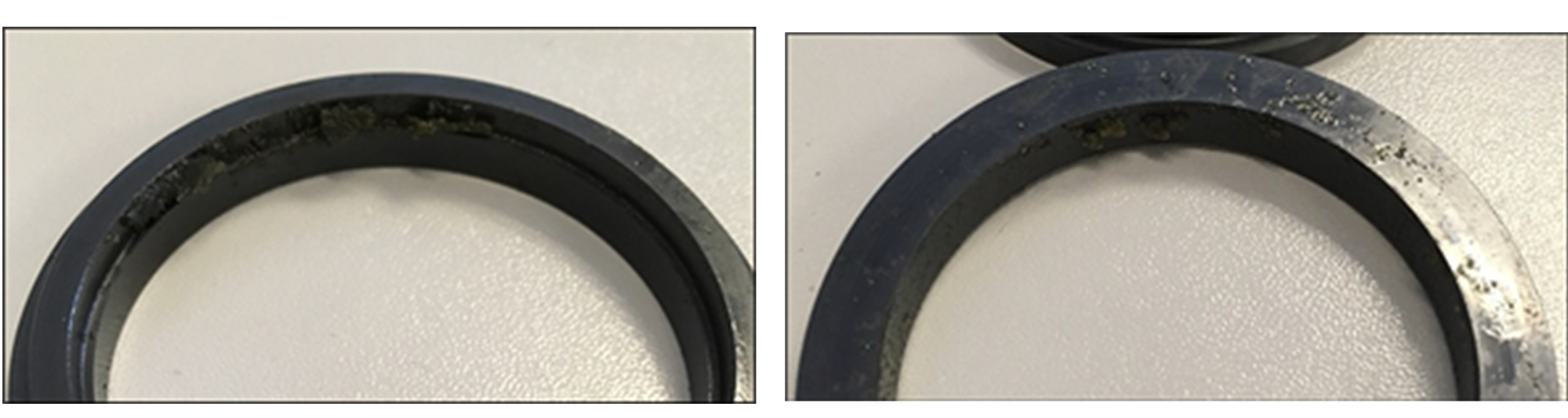
¿Qué verás?
• Depósitos similares a películas o barnices en las caras y en la cámara.
• Pérdida de la planitud de la cara, aumento de las temperaturas y aumento de las fugas, a menudo al principio del servicio.

¿Cómo mejorar la fiabilidad?
• Utilice pares de caras duras y duras: ambas caras son de cerámica o carburo.
• Haga una cara, preferiblemente la cara estacionaria más ancha, con un acabado ligeramente más rugoso para promover una lubricación estable.
• Elija carburo de silicio cerámico o poroso para superficies resistentes a los depósitos.
• Para glicol ≥ 50%, utilice una cara giratoria con filo afilado para reducir el área de depósito y aumentar la carga de la unidad.
1.4 Funcionamiento en seco | Choque térmico de la cerámica
La cerámica de alúmina es un fuerte aislante eléctrico/térmico, pero tiene una resistencia limitada a los cambios rápidos de temperatura. Un cambio repentino del medio (por ejemplo, 80 °C → 20 °C) crea gradientes térmicos pronunciados en la cerámica. La tensión resultante hace que la alúmina se agriete.
¿Qué verás?
• Grietas o astillas visibles en la cara
• Inicio rápido de fugas después del cambio de temperatura
¿Cómo prevenirlo?
• Evite las descargas repentinas de líquido frío o caliente en las caras de las juntas.
• Aumente las temperaturas gradualmente durante los ciclos de arranque, apagado y limpieza.
• Estabilice los planes de lavado: precaliente o atempere el lavado hasta que esté cerca de la temperatura del proceso.
• Seleccione los materiales con prudencia: cuando se esperan cambios frecuentes de temperatura, considere la cerámica o los carburos con una mayor tolerancia al choque térmico que la alúmina.

2. Incompatibilidad de elastómeros
Los componentes elastoméricos (juntas tóricas, fuelles) pueden fallar debido a la degradación química o térmica o a la tensión mecánica durante la operación o la instalación.
¿Por qué ocurre?
• Incompatibilidad química: el fluido ataca al polímero → se hincha, encoge, reblandece, debilita o extrae aditivos.
• Sobrecalentamiento: el calor del sistema, o un pico de calor local en las caras, supera la clasificación del elastómero.
• Abuso mecánico: cargas de torsión, transitorios de arranque/parada o daños en la instalación (por ejemplo, causados por destornilladores).
• Bloqueo de vacío al reiniciar: cuando una bomba se detiene, se puede formar un vacío entre las caras. Al volver a encenderla, si la aspiradora no se rompe limpiamente, especialmente si tiene los fuelles completamente sellados sin empujar, los fluidos viscosos y los mismos acabados frontales son idénticos, el par se transmite a través del fuelle, retorciéndolo y desgarrándolo.

¿Qué verás?
• Daños químicos: hinchazón/contracción, agrietamiento, formación de ampollas, superficies pegajosas o calcáreas, pérdida de elasticidad, fugas.
• Daños por calor: juntas tóricas duras o quebradizas, desgaste por compresión, acristalamiento o decoloración.
• Daños mecánicos: rasguños, cortes, desgarros espirales/torsionales en los fuelles; fugas inmediatamente después de la reanudación.

La forma óptima de prevenir estos problemas es hacer coincidir el material con el medio y el pH, más específicamente:
o Verifique con una tabla de compatibilidad química antes de la selección.
o Use EPDM para el ácido acrílico; evite el FKM en álcalis fuertes.
Reduzca los problemas de par de reinicio/vacío:
• Proporcione un acabado diferencial de la cara (un poco más rugoso), especialmente en la cara estacionaria más ancha.
• Utilice procedimientos de ventilación, descarga o puesta en marcha que rompan la aspiradora facial.
• En un servicio viscoso, considere los diseños menos propensos a la carga torsional o añada funciones antirrotación.

Comprobaciones rápidas
• Si sospecha que hay una falla, mida la dureza e inspeccione la superficie para ver si hay cambios; anote el pH de servicio (una simple prueba de fuego puede indicar la exposición).
• Compare los resultados con los del último evento de arranque/parada: el desgarro después de una carrera corta a menudo apunta a reiniciar la torsión en lugar de a la edad química.
2.1 Incompatibilidad de elastómeros | EPDM con productos petrolíferos
EPDM es no compatible con líquidos orgánicos de cadena larga: combustibles derivados del petróleo, aceites y grasas lubricantes y aceites o grasas vegetales u otros aceites y grasas naturales. El contacto provoca la absorción de solventes, por lo que la goma se hincha y suaviza.
La pérdida de rigidez debilita el sellado, especialmente para sellos secundarios moldeados (fuelles, diafragmas) que dependen de la integridad de la forma para funcionar.
¿Qué verás?
• Notable aumento de volumen y una sensación más suave y flexible
• Pérdida de estabilidad dimensional (fuelles holgados, diafragmas distorsionados)
• Fuerza de sellado reducida → llanto o goteo
• Una vez extraídas del fluido, las piezas pueden recuperar parcialmente, pero es posible que el ajuste y las propiedades no vuelvan a su estado original.
Cómo prevenirlo
• No utilice EPDM con hidrocarburos, aceites o grasas minerales o aceites o grasas naturales.
• Elija un elastómero compatible para estos medios (p. ej., NBR/HNBR, FKM, FKM) en función de la temperatura y la química.
• Uso lubricantes de montaje compatibles (p. ej., a base de silicona) en lugar de grasas de hidrocarburos.
• Verifique siempre con un tabla de compatibilidad química para el fluido y las condiciones exactas.
2.2 Incompatibilidad de elastómeros | FKM/Viton con sustancias amoniacales
FKM/Viton® es inadecuado para el servicio de pH alto (alcalino). Funciona bien en pH bajo (ácido) fluidos. Por lo general, se prefiere el EPDM para los alcalinos acuoso medios de comunicación.
En compresores de refrigeración que utilizan amoniaco (NH₃), el refrigerante se disuelve en el aceite lubricante, dando al aceite un carácter alcalino. Ese entorno degrada las juntas tóricas FKM.
¿Qué verás?
• Set de compresión prematura
• Agrietamiento superficial y secado general
• Pérdida de elasticidad/memoria
• Fuga temprana
Elecciones óptimas de materiales
• Medios acuosos alcalinos: utilice EPDM (no para aceites).
• Medios ácidos: utilice FKM/Viton®.
• Aceites para compresores de refrigeración con amoniaco: utilice HNBR o cloropreno/neopreno.
- Evite el EPDM en cualquier uso de aceite lubricante.
- Evite la FKM en entornos de pH alto.
Confirme siempre el paquete exacto de fluidos, temperaturas y aditivos comparándolo con una tabla de compatibilidad química antes de la selección final.
2.3 Incompatibilidad de elastómeros | FKM/Viton con sustancias de acetato y acrilato
El FKM/Viton® se elige ampliamente por su resistencia química, pero presenta importantes lagunas.
No es compatible. Busque opciones alternativas
• Acetatos: ácido acético (incluido el vinagre), ácido peroxiacético/peracético, acetato de etilo, acetato de butilo y sales de acetato (por ejemplo, sodio, plomo).
→ Utilice EPDM para estos medios.
• Acrilatos: ácido acrílico, poli (acrilato de vinilo), acrilato de metilo/etilo/butilo.
→ Utilice EPDM.
• Metacrilatos: p. ej., metacrilato de metilo.
→ Utilice PTFE (no elastómero) o FFKM. Evite el EPDM y el FKM.
¿Qué observará con la FKM en estos fluidos?
Hinchazón y ablandamiento, ataque o agrietamiento de la superficie, pérdida de elasticidad y memoria → pérdida temprana de líquido.
• Haga coincidir el elastómero con la química, la concentración y la temperatura exactas.
• Verifique con una tabla de compatibilidad química antes de finalizar el diseño del sello.
3. Incompatibilidad facial
Las caras de los sellos mecánicos pueden sufrir daño físico prematuro cuando las partículas duras entran en el espacio del sello, alterando la planitud y la película lubricante. Una vez que se pierde la planitud, las caras entran en contacto → el calor, el desgaste y las fugas.
¿Por qué ocurre?
• Abrasivos en el fluido: la arena, los productos de corrosión o los residuos atraviesan el espacio y marcan las caras.
• Materiales más blandos en riesgo: el carbono y el acero se marcan fácilmente en comparación con los carburos (SiC/WC).
• Mal seguimiento: la cara más dura «se arrastra dentro» de la cara más blanda, o las caras no se rastrean entre sí en absoluto (excentricidad, desalineación, vibración, longitud de trabajo incorrecta) → no hay una película de equilibrio estable.
¿Qué verás?
• Arañazos o marcas, huellas radiales, manchas mate desgastadas
• Desgaste gradual en la cara más blanda; bordes astillados
• Aumento de la temperatura frontal, mayor par de accionamiento y aumento de las fugas
¿Cómo prevenir esto?
• Mantenga el fluido limpio: coloque coladores o filtros; enjuague o recircule desde una fuente limpia; purgue los sistemas de purga durante la puesta en servicio.
• Seleccione caras más resistentes para el servicio sucio: prefiera las caras duro-duras (por ejemplo, SiC—SiC o WC-SiC) o calidades de carbono protegidas.
• Mantenga el seguimiento: compruebe la excentricidad y la alineación del eje, corrija el resorte y la compresión y haga coincidir el ancho de la cara; evite el contacto facial al arrancar.
• Controle las condiciones de operación: mantenga un flujo/presión de descarga adecuados y evite la cavitación o la vibración.


4. Sobrecalentamiento
Todos los elastómeros tienen temperaturas de servicio máximas. Los metales también lo hacen; el acero se expande con el calor. En las piezas que se ajustan por interferencia (por ejemplo, manguitos, asientos, casquillos), el calentamiento reduce la presión de contacto y puede aflojar el ajuste.
¿Por qué ocurre esto?
• Expansión térmica: a medida que el acero se calienta, el orificio crece y el ajuste por interferencia (presión) se relaja.
• Límites de material: los elastómeros se ablandan, endurecen o endurecen cuando se supera su clasificación de temperatura.
• Ciclismo y fluencia: los ciclos de calentamiento repetidos pueden reducir permanentemente la presión de ajuste.
¿Qué verás?
• Mangas o asientos girados, marcas de roce pulidas o estropeadas
• Desalineación, ruido/vibración o fugas repentinas
• Sellos de elastómero endurecidos, aplanados o quebradizos
Mantener piezas de acero con ajuste por interferencia ≤ 200 °C para mantener la integridad del ajuste (a menos que se verifique mediante cálculos o pruebas)
Cómo prevenirlo
• Control de temperatura: límites de refrigeración, aislamiento y funcionamiento que mantienen las piezas por debajo de los valores nominales del material.
• Diseño para el calor: elija la clase de ajuste o interferencia que se adapte a la temperatura máxima; tenga en cuenta la expansión diferencial.
• Agregue restricciones: llaves, alfileres, elementos antirrotación o adhesivos cuando corresponda.
• Seleccione los elastómeros adecuados: verifique la calidad con la temperatura de servicio; evite los picos de calor locales en las caras de las juntas.
• Inspeccione de forma rutinaria: compruebe la existencia de rozaduras, movimiento de las piezas prensadas y elastómeros envejecidos por calor (dureza/apariencia).
Manténgase al tanto de las fallas en los sellos mecánicos, asegurándose de que sus sistemas permanezcan libres de fugas
Si bien los sellos mecánicos son componentes pequeños, tienen un gran impacto en el rendimiento de su equipo. Comprender las causas fundamentales de las fallas en los sellos, desde el funcionamiento en seco hasta la incompatibilidad química, permite a su equipo tomar medidas correctivas antes de que se produzca una falla.
En Focas vulcanas, nos enorgullece no solo suministrar soluciones de sellado de alta calidad en todo el mundo, sino también ser un socio técnico para nuestros distribuidores, fabricantes de equipos originales y usuarios finales. Nuestro equipo ha detectado y resuelto miles de situaciones en las que se han producido fallos en los sellos de distintos sectores. Disponemos de esta experiencia para ayudarle a optimizar el rendimiento de sus sellos. Desde la selección de materiales avanzados que resistan el desgaste hasta el diseño de sistemas de soporte de sellado personalizados, nos centramos en soluciones que ofrecen una mayor vida útil de los sellos y un coste total de propiedad más bajo.
Si tiene alguna pregunta específica o desea hablar sobre cómo podemos abordar sus desafíos particulares de sellado, póngase en contacto con Equipo de ventas de Vulcan Seals.
Centro de conocimiento
Explore nuestros artículos más recientes sobre soluciones de sellado.