Fehlerbehebung bei Gleitringdichtungen: Identifizierung und Vermeidung häufiger Fehler

Gleitringdichtungen sind wichtige Komponenten in Pumpen und anderen rotierenden Maschinen. Sie sind dafür verantwortlich, Flüssigkeiten zurückzuhalten und sicherzustellen, dass Geräte zuverlässig funktionieren. Sie sind so konzipiert, dass sie sich im Laufe der Zeit allmählich abnutzen und irgendwann ausgetauscht werden müssen. Jedoch wenn eine Gleitringdichtung vorzeitig abdichtet, vor der planmäßigen Wartung oder dem Ende ihrer voraussichtlichen Nutzungsdauer, dies wird als Fehlschlag angesehen.
Solche Ausfälle können zu auslaufender Flüssigkeit, Geräteschäden und kostspieligen Ausfallzeiten für Wartungs- oder Reparaturarbeiten führen. Erwähnenswert ist, dass viele Ausfälle von Gleitringdichtungen in typischen Anlagen auf andere Probleme als den normalen Verschleiß zurückzuführen sind. Dies bedeutet, dass die meisten vorzeitigen Dichtungsausfälle durch geeignete Verfahren verhindert werden können.
Die technischen Experten von Vulkanische Robben haben vier Hauptgründe identifiziert, warum eine Gleitringdichtung nicht mehr funktioniert:
- Trockenlauf
- 1.1 Trockenlauf | Blinkt aus
- 1.2 Trockenlauf | Reines oder deionisiertes Wasser
- 1.3 Trockenlauf | Glykolkontamination
- 1.4 Trockenlauf | Hitzeschock von Keramik
- Elastomer-Unverträglichkeit
- 2.1 Elastomerunverträglichkeit | EPDM mit Erdölprodukten
- 2.2 Elastomerunverträglichkeit | FKM/Viton mit Ammoniaksubstanzen
- 2.3 Elastomerunverträglichkeit | FKM/Viton mit Acetat- und Acrylatsubstanzen
- Gesichtsinkompatibilität
- Überhitzung
1. Trockenlauf
Trockenlauf liegt vor, wenn eine Gleitringdichtung ohne Schmierung zwischen den Primärflächen arbeitet. Die Flächen bleiben in Kontakt, wodurch Hitze und Verschleiß entstehen und schließlich Leckagen entstehen, da die geläppte Oberfläche verloren geht.
Warum passiert das?
• Keine Flüssigkeit beim Start (ungepumpte Pumpe/Lufteinschlüsse).
• Eine Überkompression der Dichtung verhindert, dass sich der Laufspalt bildet.
• Flüssigkeitsverlust während des Betriebs aufgrund von Durchflussunterbrechungen oder lokaler Verdunstung durch heiße Oberflächen.
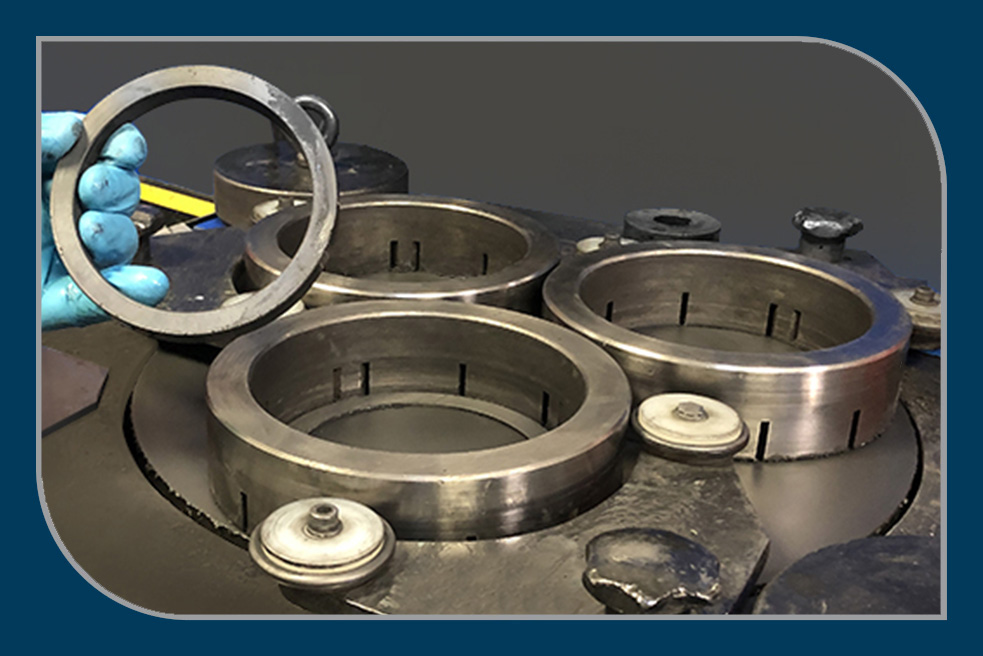
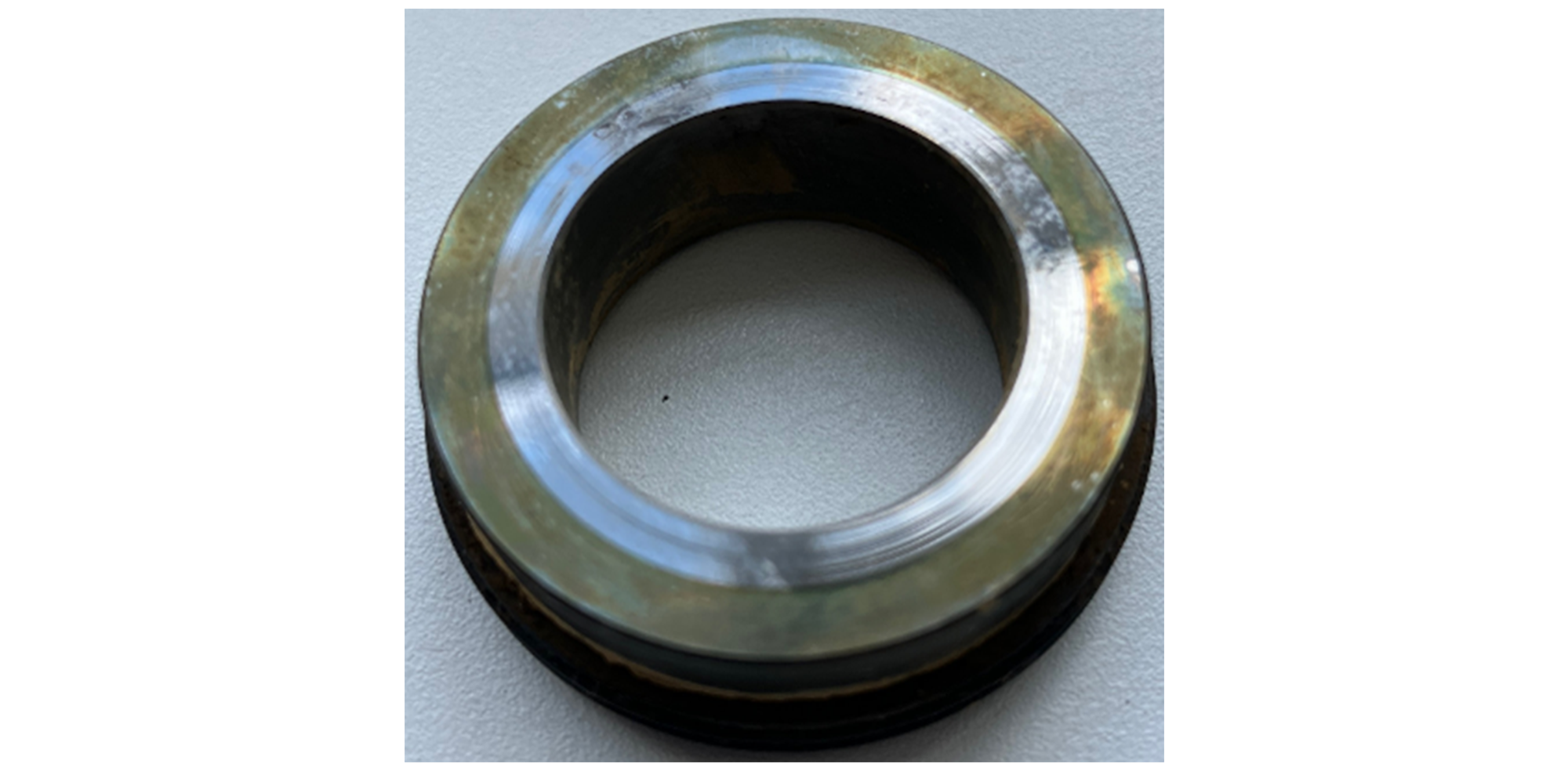
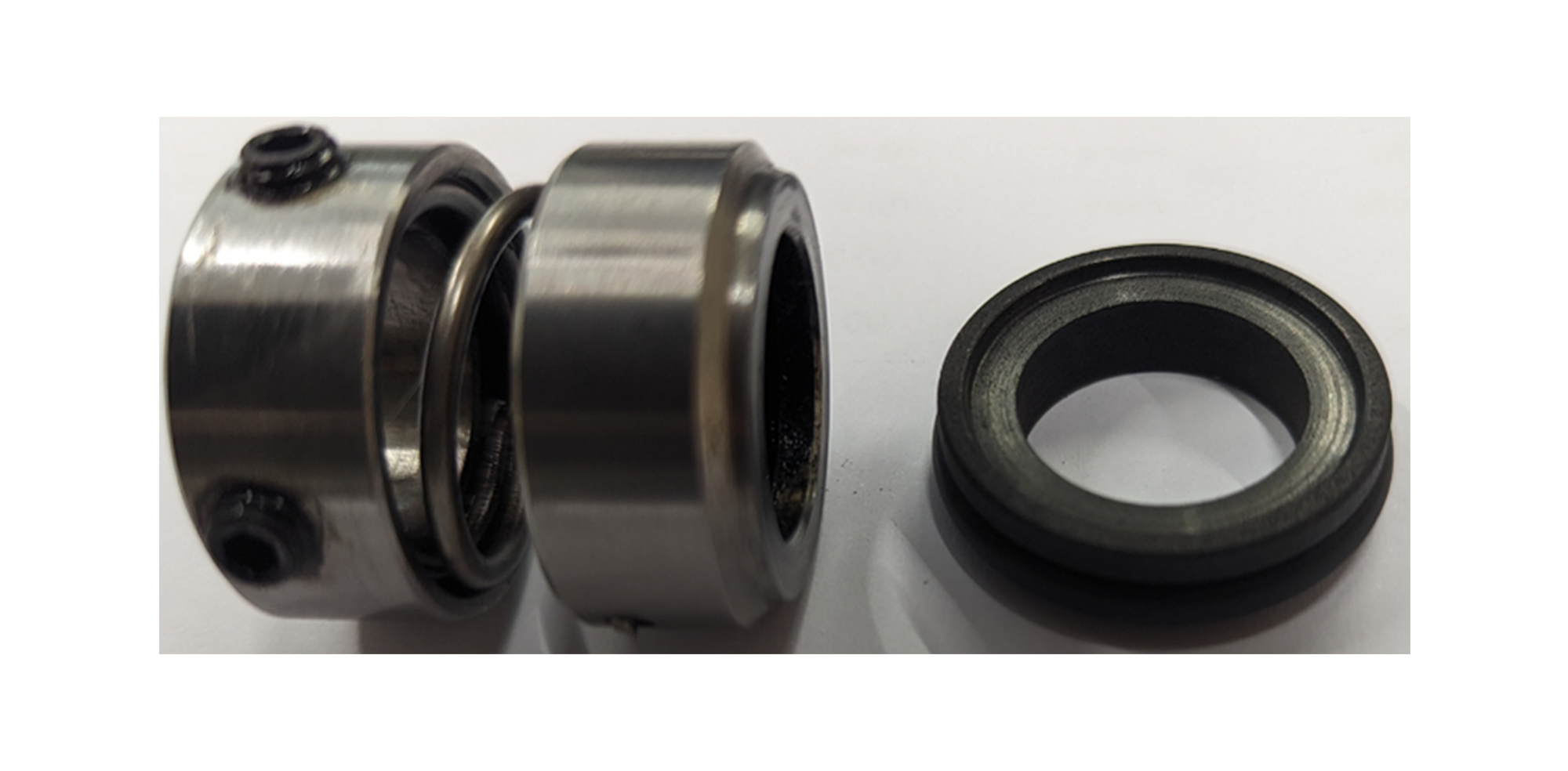
Nach einer normalen Nutzungsdauer weisen die Gesichter den erwarteten Verschleiß auf (siehe Referenzbild). Wenn sie nach einem kurzen Lauf so aussehen, war die Dichtung im Trockenlauf.

Wie kann man das verhindern?
• Vor dem Start die Pumpe vollständig befüllen (mit Flüssigkeit gefüllt, keine Lufteinschlüsse).
• Sorgen Sie für einen kontinuierlichen, ausreichenden Einlassstrom, um das thermische Gleichgewicht und den Dichtspalt aufrechtzuerhalten.
• Stellen Sie die Dichtung auf die richtige Arbeitslänge für die Dichtungskammer ein; vermeiden Sie eine Überkompression.
1.1 Trockenlauf | Blinkt aus
„Abblitzen“ ist das explosionsartige Verdampfen von Medien im Dichtspalt zwischen den Dichtflächen. Dies ist in der Regel durch flüchtige Flüssigkeiten verursacht, kann aber auch auftreten, wenn eine Flüssigkeit mit niedrigerem DP-Wert in einer Flüssigkeit mit hohem Blutdruck, wie z. B. Wasser in Öl, suspendiert ist. Die plötzliche Verdunstung „klappert“ die Dichtflächen aneinander und verkratzt die Dichtflächen.
1.2 Trockenlauf | Reines oder deionisiertes Wasser
Wasser ist ein schlechter Grenzschmierstoff für Gleitringdichtungsflächen. Seine geringe Molekülgröße, seine hohe Oberflächenspannung, seine relative Flüchtigkeit und seine starken dielektrischen Eigenschaften reduzieren die Filmbildung und erhöhen die Gleitreibung.
Wann funktioniert es besser?
Wasser, das gelöste anorganische Salze (Elektrolyte) oder gezielte Zusätze enthält, hat eine verbesserte Schmierfähigkeit. Sauberes/trinkbares Wasser enthält in der Regel genügend natürlich gelöste Elektrolyte, um die Dichtleistung zu verbessern.
Wenn es schlecht abschneidet
• Reinstwasser: Wenn Elektrolyte entfernt werden, sinkt die Schmierfähigkeit und damit auch die elektrische Leitfähigkeit (≤ 0,20 μS/cm, je nach Reinheit).
• Glykolzusätze: Die Verwendung von Ethylen- oder Propylenglykol als Zusatzstoff reduziert die Leistung im Betrieb mit reinem Wasser.
Typische Leitfähigkeit (Indikator für den Elektrolytgehalt)
• Regenwasser: ~0,30 μS/cm
• Quell-/Leitungswasser: ~80 μS/cm oder höher.
• Reinstwasser: ≤ 0,20 μS/cm.
Reines Wasser selbst leitet keinen Strom; Leitfähigkeit entsteht durch gelöste Elektrolyte.
Risiken in Reinstwasser
Eine geringe Schmierfähigkeit erhöht die Tendenz zu:
• Kavitation an den Dichtflächen.
• Auf warmen Primäroberflächen zu Dampf aufblitzen.
• Verlust der Dichtfolie → intermittierender Trockenlauf, Hitze, Verschleiß und Leckage.
So verbessern Sie die Zuverlässigkeit (≤ 0,20 μS/cm-Dienst)
• Wählen Sie selbstschmierende Oberflächenpaare mit niedriger Wärmeentwicklung: mit Antimon imprägnierter Kohlenstoff (rotierend) und Siliziumkarbid (rein oder reaktionsgebunden).
Vulcan Seals-Sorten: VCA1 im Vergleich zu VSS1 oder VSR1.
• Wenn Wolframcarbid benötigt wird, verwenden Sie Vulcan VTN7, dessen Binder der elektrolytischen Korrosion widersteht, die bei herkömmlichen Ni/Co-Bindemitteltypen in Reinwasseranwendungen auftritt.
1.3 Trockenlauf | Glykolkontamination
Mischungen mit hohem Glykolgehalt (≈ 35% oder mehr Ethylen/Propylenglykol) verhalten sich an den Dichtflächen schlecht und können die Zuverlässigkeit der Dichtung beeinträchtigen.
Warum sinkt die Zuverlässigkeit?
• Durch lokale Erwärmung der Oberfläche verdampft das Wasser, wodurch die lokale Glykolkonzentration erhöht wird.
• Konzentriertes Glykol beginnt zu polymerisieren.
• Polymerablagerungen auf den Oberflächen reduzieren die Ebenheit und schränken den Flüssigkeitsfluss ein.
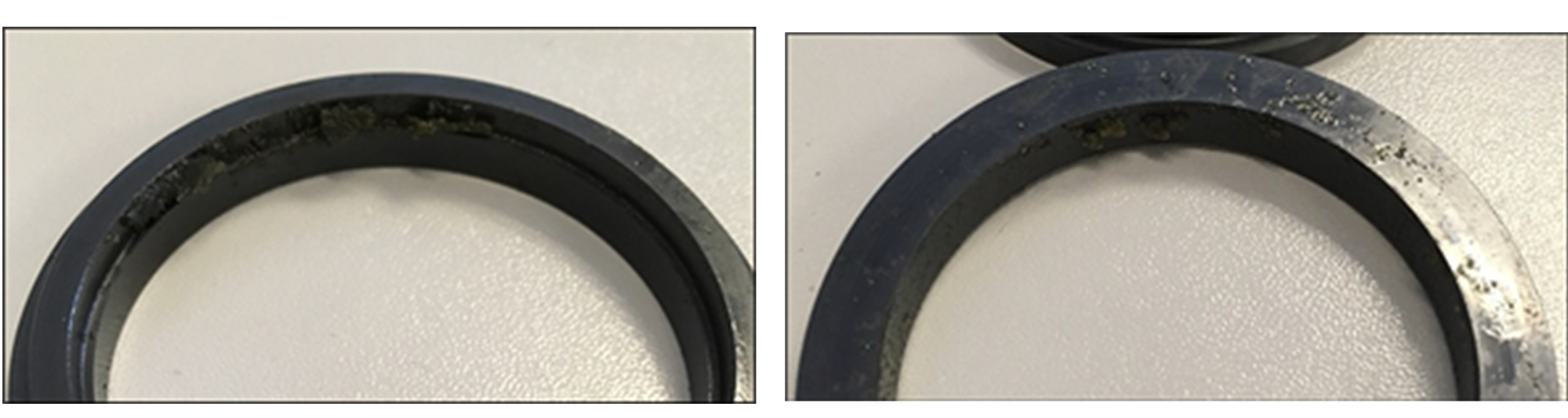
Was wirst du sehen?
• Film-/lackartige Ablagerungen auf Gesichtern und in der Kammer.
• Verlust der Planheit der Oberfläche, steigende Temperaturen und zunehmende Leckagen — oft zu Beginn der Wartung.

Wie kann die Zuverlässigkeit verbessert werden?
• Verwenden Sie Paare aus harter und harter Oberfläche: beide Flächen aus Keramik oder Hartmetall.
• Eine Fläche — vorzugsweise die breitere stationäre Fläche — mit einer etwas raueren Oberfläche versehen, um eine stabile Schmierung zu gewährleisten.
• Wählen Sie keramisches oder poröses Siliziumkarbid für ablagerungsresistente Oberflächen.
• Verwenden Sie bei ≥ 50% Glykol eine Drehfläche mit Messerschneide, um die Ablagerungsfläche zu reduzieren und die Belastung der Einheit zu erhöhen.
1.4 Trockenlauf | Hitzeschock von Keramik
Aluminiumoxidkeramik ist ein starker elektrischer/thermischer Isolator, weist jedoch eine begrenzte Beständigkeit gegenüber schnellen Temperaturänderungen auf. Eine plötzliche Medienverschiebung (z. B. 80 °C → 20 °C) erzeugt steile Wärmegradienten in der Keramik. Die daraus resultierende Spannung führt dazu, dass das Aluminiumoxid reißt.
Was wirst du sehen?
• Sichtbare Risse oder Späne im Gesicht
• Schnelles Einsetzen von Leckagen nach dem Temperaturwechsel
Wie kann man das verhindern?
• Vermeiden Sie plötzliches Spülen kalter oder heißer Flüssigkeit über die Dichtflächen.
• Erhöhen Sie die Temperaturen während der Start-, Abschalt- und Reinigungszyklen schrittweise.
• Stabilisieren Sie die Spülpläne: Heizen Sie die Spülung vor oder temperieren Sie sie, bis sie sich der Prozesstemperatur nähert.
• Wählen Sie Materialien mit Bedacht aus: Wenn häufige Temperaturschwankungen zu erwarten sind, sollten Sie Keramiken/Hartmetalle mit einer höheren Temperaturwechseltoleranz als Aluminiumoxid in Betracht ziehen.

2. Elastomer-Inkompatibilität
Elastomerkomponenten (O-Ringe, Bälge) können aufgrund chemischer/thermischer Zersetzung oder mechanischer Beanspruchung während des Betriebs oder der Installation ausfallen.
Warum passiert das?
• Chemische Unverträglichkeit: Die Flüssigkeit greift das Polymer an → Quellung, Schrumpfung, Erweichung, Versprödung oder Extraktion von Additiven.
• Übertemperatur: Die Systemwärme oder eine lokale Hitzespitze an den Oberflächen übersteigt den Nennwert des Elastomers.
• Mechanischer Missbrauch: Drehmomentbelastungen, Start-/Stopp-Transienten oder Montageschäden (z. B. durch Schraubendreher).
• Vakuumsperre bei Neustart: Wenn eine Pumpe stoppt, kann sich zwischen den Flächen ein Vakuum bilden. Wenn das Vakuum beim Wiederanfahren nicht sauber bricht, insbesondere bei Vollbalgdichtungen, viskosen Flüssigkeiten und identischen Oberflächenbeschaffenheiten, wird das Drehmoment durch den Faltenbalg übertragen, wodurch er sich verdreht und reißt.

Was wirst du sehen?
• Chemische Schäden: Quellen/Schrumpfen, Rissbildung, Blasenbildung, klebrige oder kalkhaltige Oberflächen, Elastizitätsverlust, Leckage.
• Hitzeschäden: harte/spröde O-Ringe, Druckverformungsrest, Verglasung/Verfärbung.
• Mechanische Beschädigungen: Kerben, Schnitte, Spiral-/Torsionsrisse in den Bälgen; Leckage sofort nach dem Neustart.

Der optimale Weg, diese Probleme zu vermeiden, besteht darin, das Material auf das Medium und den pH-Wert abzustimmen, genauer gesagt:
o Vor der Auswahl anhand einer Tabelle zur chemischen Kompatibilität überprüfen.
o Verwenden Sie EPDM für Acrylsäure; vermeiden Sie FKM in starkem Alkali.
Probleme mit dem Wiederanlaufdrehmoment/Vakuum reduzieren:
• Sorgen Sie für eine unterschiedliche Oberfläche (eine etwas rauere), insbesondere auf der breiteren stationären Fläche.
• Verwenden Sie Entlüftungs-, Spül- oder Startverfahren, um das Gesichtsvakuum zu unterbrechen.
• Ziehen Sie bei viskosen Anwendungen Konstruktionen in Betracht, die weniger anfällig für Torsionsbelastungen sind, oder fügen Sie Verdrehsicherungen hinzu.

Schnelle Checks
• Wenn ein Defekt vermutet wird, die Härte messen und die Oberfläche auf Veränderungen untersuchen; den pH-Wert der Wartung beachten (ein einfacher Lackmustest kann auf eine Exposition hinweisen).
• Vergleichen Sie die Ergebnisse mit dem letzten Start/Stopp-Ereignis. Ein Reißen nach einem kurzen Lauf deutet oft eher auf eine Wiederverdrehung als auf chemisches Alter hin.
2.1 Elastomerunverträglichkeit | EPDM mit Erdölprodukten
EPDM ist nicht kompatibel mit langkettigen organischen Flüssigkeiten — Erdölbrennstoffen, Schmierölen/Fetten und pflanzlichen oder anderen natürlichen Ölen/Fetten. Bei Kontakt nimmt das Lösungsmittel auf, also das Gummi schwillt und erweicht.
Der Verlust der Steifigkeit beeinträchtigt die Abdichtung, insbesondere für geformte Sekundärdichtungen (Bälge, Diaphragmen), die auf Formstabilität angewiesen sind, um zu funktionieren.
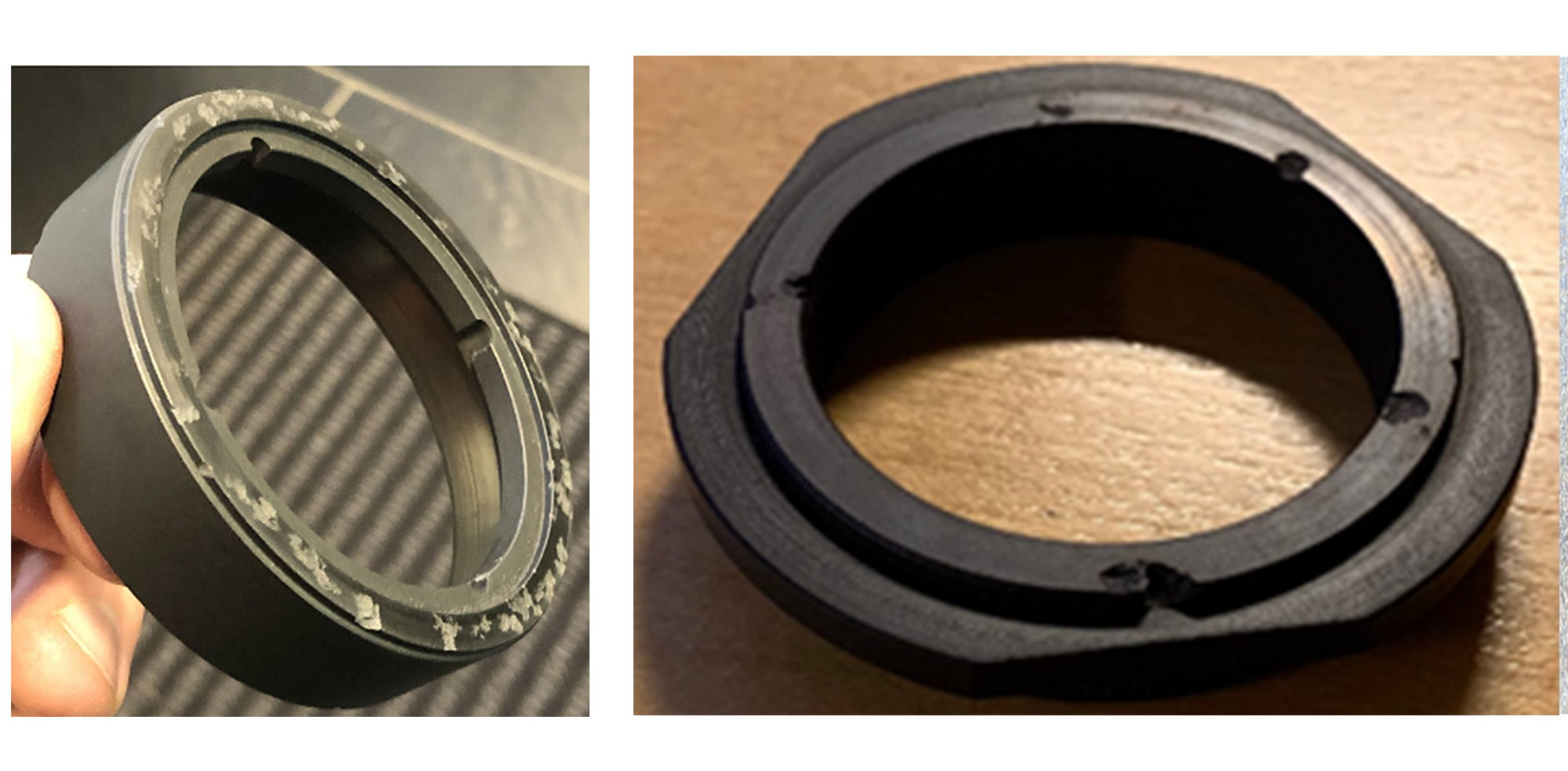
Was wirst du sehen?
• Auffällig Lautstärke anschwellen und ein weicheres, geschmeidigeres Gefühl
• Verlust der Formstabilität (ausgebeulte Bälge, verzerrte Membranen)
• Reduzierte Dichtkraft → Durchsickern oder Auslaufen
• Nach dem Entfernen aus der Flüssigkeit können Teile teilweise erholen, aber Passform und Eigenschaften kehren möglicherweise nicht zu ihrem ursprünglichen Zustand zurück.
Wie kann man das verhindern?
• Verwenden Sie kein EPDM mit Kohlenwasserstoffen, Mineralölen/Fetten oder natürlichen Ölen/Fetten.
• Wählen Sie ein kompatibles Elastomer für diese Medien (z. B. NBR/HNBR, FKM, FFKM) basierend auf Temperatur und Chemie.
• Verwenden kompatible Montageschmierstoffe (z. B. auf Silikonbasis) anstelle von Kohlenwasserstofffetten.
• Bestätigen Sie immer mit einem Tabelle zur chemischen Kompatibilität für die genaue Flüssigkeit und die Bedingungen.
2.2 Elastomerunverträglichkeit | FKM/Viton mit Ammoniaksubstanzen
FKM/Viton® ist ungeeignet für Betrieb mit hohem pH-Wert (alkalisch). Es funktioniert gut in Niedriger pH-Wert (sauer) Flüssigkeiten. EPDM wird in der Regel für alkalische Stoffe bevorzugt wässrig Medien.
In Kühlkompressoren mit Ammoniak (NH₂), das Kältemittel löst sich in Schmieröl, indem ich dem Öl eine alkalischer Charakter. Diese Umgebung baut FKM-O-Ringe ab.
Was wirst du sehen?
• Vorzeitiger Druckverformungsrest
• Oberflächenrisse und allgemeine Trocknung
• Verlust der Elastizität/des Gedächtnisses
• Frühe Leckage
Optimale Materialauswahl
• Alkalische wässrige Medien: Verwenden Sie EPDM (nicht für Öle).
• Saure Medien: Verwenden Sie FKM/Viton®.
• Kältekompressoröle mit Ammoniak: HNBR oder Chloropren/Neopren verwenden.
- Vermeiden Sie EPDM bei allen Schmieröleinsätzen.
- Vermeiden Sie FKM in Umgebungen mit hohem pH-Wert.
Überprüfen Sie vor der endgültigen Auswahl immer die genaue Flüssigkeit, die Temperatur und das Additivpaket anhand einer Tabelle zur chemischen Kompatibilität.
2.3 Elastomerunverträglichkeit | FKM/Viton mit Acetat- und Acrylatsubstanzen
FKM/Viton® wird aufgrund seiner Chemikalienbeständigkeit häufig verwendet, weist jedoch erhebliche Lücken auf.
Nicht kompatibel. Suchen Sie nach alternativen Optionen
• Acetate: Essigsäure (einschließlich Essig), Peroxyessigsäure/Peressigsäure, Ethylacetat, Butylacetat und Acetatsalze (z. B. Natrium, Blei).
→ Verwenden Sie EPDM für diese Medien.
• Acrylate: Acrylsäure, Poly (vinylacrylat), Methyl/Ethyl/Butylacrylat.
→ Verwenden Sie EPDM.
• Methacrylate: z. B. Methylmethacrylat.
→ Verwenden Sie PTFE (kein Elastomer) oder FFKM. Vermeiden Sie EPDM und FKM.
Was werden Sie mit FKM in diesen Flüssigkeiten sehen?
Schwellung und Erweichung, Oberflächenangriff/Rissbildung, Elastizitäts- und Gedächtnisverlust → frühes Auslaufen.
• Passen Sie das Elastomer exakt an die chemische Zusammensetzung, Konzentration und Temperatur an.
• Vergewissern Sie sich anhand einer Tabelle zur chemischen Verträglichkeit, bevor Sie das Dichtungsdesign fertigstellen.
3. Inkompatibilität des Gesichts
Gleitringdichtungsflächen können darunter leiden vorzeitiger körperlicher Schaden wenn harte Partikel in den Dichtspalt gelangen und die Ebenheit und den Schmierfilm stören. Sobald die Planheit verloren geht, kommen die Flächen in Kontakt → Hitze, Verschleiß und Leckage.
Warum passiert das?
• Schleifmittel in der Flüssigkeit: Schmutz, Korrosionsprodukte oder Ablagerungen dringen durch den Spalt und beschädigen die Flächen.
• Weichere Materialien sind gefährdet: Kohlenstoff und Stahl sind im Vergleich zu Hartmetallen (SiC/WC) leicht zu erkennen.
• Fehlverfolgung: Die härtere Oberfläche „verrutscht“ in die weichere Oberfläche, oder die Flächen folgen sich überhaupt nicht (Rundlauf, Fehlausrichtung, Vibration, falsche Arbeitslänge) → kein stabiler Gleichgewichtsfilm.
Was wirst du sehen?
• Kratzer/Ritzen, radiale Spuren, matte Abriebstellen
• Tritt/Konusverschleiß auf der weicheren Oberfläche; Kantenabplatzungen
• Steigende Oberflächentemperatur, höheres Antriebsmoment und zunehmende Leckage
Wie kann das verhindert werden?
• Halten Sie die Flüssigkeit sauber: Siebe/Filter anbringen; spülen oder aus einer sauberen Quelle rezirkulieren; Spülsysteme bei der Inbetriebnahme.
• Wählen Sie härtere Oberflächen für schmutzigen Betrieb: Bevorzugen Sie hart-harte Paare (z. B. SiC-SiC oder WC-SiC) oder geschützte Kohlenstofftypen.
• Spurtreue beibehalten: Rundlauf und Ausrichtung der Welle überprüfen, Feder/Kompression korrigieren und die Stirnbreiten anpassen; beim Anfahren Kontakt mit der Stirnseite vermeiden.
• Betriebsbedingungen kontrollieren: Sorgen Sie für einen ausreichenden Spülstrom/Druck und vermeiden Sie Kavitation oder Vibration.


4. Überhitzung
Alle Elastomere haben maximale Betriebstemperaturen. Metalle tun das auch; Stahl dehnt sich bei Hitze aus. Bei Passteilen (z. B. Hülsen, Sitze, Buchsen) verringert die Erwärmung den Kontaktdruck und kann zu einer Lockerung der Passform führen.
Warum passiert das?
• Wärmeausdehnung: Wenn sich der Stahl erwärmt, wächst die Bohrung und die Interferenzpassung (Pressung) lockert sich.
• Materialgrenzwerte: Elastomere erweichen, härten oder setzen sich aus, wenn ihre Nenntemperatur überschritten wird.
• Radfahren/Kriechen: Wiederholte Hitzezyklen können den Passdruck dauerhaft reduzieren.
Was wirst du sehen?
• Gesponnene Ärmel oder Sitze, reißen/polierte Scheuerspuren
• Plötzliche Fehlausrichtung, Geräusch/Vibration oder Leckage
• Gehärtete, abgeflachte oder spröde Elastomerdichtungen
Behalten formschlüssige Stahlteile ≤ 200 °C zur Aufrechterhaltung der Passgenauigkeit (sofern nicht durch Berechnung/Prüfung verifiziert)
Wie kann man das verhindern?
• Kontrolltemperatur: Kühl-, Isolations- und Betriebsgrenzwerte, die dafür sorgen, dass die Teile unter den Materialwerten bleiben.
• Wärmeauslegung: Wählen Sie die Passungsklasse/Interferenz entsprechend der Maximaltemperatur; berücksichtigen Sie die unterschiedliche Dehnung.
• Fügen Sie gegebenenfalls Fesseln hinzu: Schlüssel, Stifte, Verdrehsicherungen oder Klebstoffe.
• Wählen Sie die richtigen Elastomere aus: Prüfen Sie die Qualität im Vergleich zur Betriebstemperatur; vermeiden Sie lokale Hitzespitzen an den Dichtflächen.
• Routinemäßig prüfen: Prüfen Sie, ob Reibung, Bewegung der Pressteile und hitzegealterte Elastomere (Härte/Aussehen) vorliegen.
Behalten Sie den Überblick über Ausfälle von Gleitringdichtungen und stellen Sie sicher, dass Ihre Systeme leckagefrei bleiben
Obwohl Gleitringdichtungen kleine Bauteile sind, haben sie einen großen Einfluss auf die Leistung Ihrer Ausrüstung. Wenn Ihr Team die Ursachen von Dichtungsausfällen kennt, vom Trockenlauf bis hin zur chemischen Inkompatibilität, kann Ihr Team Korrekturmaßnahmen ergreifen, bevor es zu einem Ausfall kommt.
Bei Vulkanische Robben, wir sind stolz darauf, nicht nur weltweit hochwertige Dichtungslösungen zu liefern, sondern auch ein technischer Partner für unsere Händler, OEMs und Endverbraucher zu sein. Unser Team hat Tausende von Dichtungsausfallszenarien in verschiedenen Branchen erkannt und gelöst. Dieses Fachwissen steht Ihnen zur Verfügung, um Ihnen bei der Optimierung Ihrer Dichtungsleistung zu helfen. Von der Auswahl fortschrittlicher Materialien, die verschleißfest sind, bis hin zur Entwicklung maßgeschneiderter Dichtungsträgersysteme — wir konzentrieren uns auf Lösungen, die eine längere Lebensdauer der Dichtung und niedrigere Gesamtbetriebskosten bieten.
Wenn Sie spezielle Fragen haben oder besprechen möchten, wie wir Ihre speziellen Herausforderungen beim Versiegeln angehen können, wenden Sie sich bitte an den Verkaufsteam von Vulcan Seals.
Wissenszentrum
Lesen Sie unsere neuesten Artikel über Dichtungslösungen.